

— Los datos hablan: Del “sustractivo” al “aditivo”, ha llegado una revolución en la fabricación de PEEK de grado implantable
1. ¿Por qué comparar el PEEK impreso en 3D con el mecanizado?
El PEEK (poliéter éter cetona), a menudo denominado el “rey de los plásticos de grado implantable”, se ha basado tradicionalmente en el proceso “varilla/placa → mecanizado CNC”. Sin embargo, el mecanizado presenta tres grandes desafíos:
- Aprovechamiento del material de solo ~30 %, lo que genera costes elevados;
- Dificultad para producir estructuras porosas complejas o curvadas en un solo proceso;
- Las modificaciones de diseño requieren reprogramar trayectorias de herramienta o procesos, lo que conlleva ciclos de iteración relativamente largos.
Con la maduración de las tecnologías de modelado por deposición fundida (FDM) de alta temperatura y sinterización selectiva por láser (SLS), el PEEK impreso en 3D está desafiando ahora el dominio del mecanizado. Recientemente, realizamos un estudio sobre AKSOPEEK de grado implantable utilizando el proceso FDM con postratamiento. Basándonos en la norma YY/T 0660—2008 Polieteretercetona (PEEK) para implantes quirúrgicos, comparamos sistemáticamente las propiedades mecánicas, la densidad y la eficiencia de fabricación de ambos procesos.
Conclusión clave: en cuanto a los indicadores mecánicos principales, el PEEK impreso en 3D cumple plenamente con los estándares y es generalmente comparable a las piezas mecanizadas. En eficiencia de fabricación y aprovechamiento del material, el mecanizado está en clara desventaja.
2. Comparativa de rendimiento: impresión 3D frente a mecanizado
| Parámetro de ensayo | Requisito de la norma | AKSOPEEK mecanizado a partir de varilla | AKSOPEEK filamento impreso en 3D | Conclusión |
|---|---|---|---|---|
| Módulo de flexión | ≥3000 MPa | 3940 MPa | 4311 MPa (eje X), 3904 MPa (eje Y) | Las piezas impresas muestran mayor rigidez, especialmente a lo largo del eje X; el eje Y es comparable a las varillas. |
| Resistencia a la flexión | ≥110 MPa | 178 MPa | 173 MPa (eje X), 167 MPa (eje Y) | Ligeramente inferior en impresión, pero dentro del mismo nivel de rendimiento seguro. |
| Tensión para una deformación específica | ≥110 MPa | 136 MPa | 141 MPa (eje X), 133 MPa (eje Y) | Las piezas impresas superan en el punto de deformación del 3,5 %, clínicamente crítico. |
| Resistencia a la tracción | ≥90 MPa | 113 MPa | 95,0 MPa (eje Z) | El eje Z está limitado por la unión entre capas basada en la re-solidificación térmica; la difusión insuficiente de cadenas provoca fluencia prematura y fragilidad parcial. |
| Resistencia a la fractura | ≥70 MPa | 80 MPa | 94,2 MPa (eje Z) | Las piezas impresas superan. |
| Elongación a la rotura | ≥5 % | 23,6 % | 14,7 % (eje Z) | Las piezas impresas presentan menor ductilidad. |
| Resistencia al impacto con muesca | ≥4 kJ/m² | 4,6 kJ/m² | 5,1 kJ/m² (eje X), 4,5 kJ/m² (eje Y) | Las piezas impresas muestran mejor resistencia al impacto, adecuadas para aplicaciones en cráneo-facial y medicina deportiva. |
| Densidad | 1,28–1,32 g/cm³ | 1,300 g/cm³ | 1,293 g/cm³ (eje X), 1,290 g/cm³ (eje Y) | Porosidad <1 %; las piezas impresas alcanzan una densidad cercana a la de las varillas. |
| Aprovechamiento del material | — | ≈30 % | ≥85 % | La impresión ahorra significativamente materia prima, reduciendo el coste por pieza en ~40 %. |
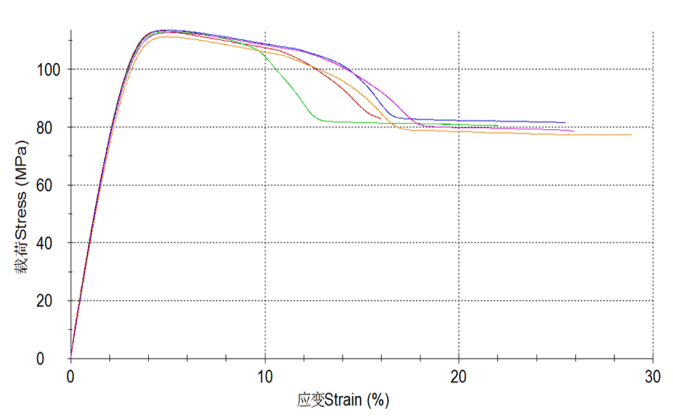
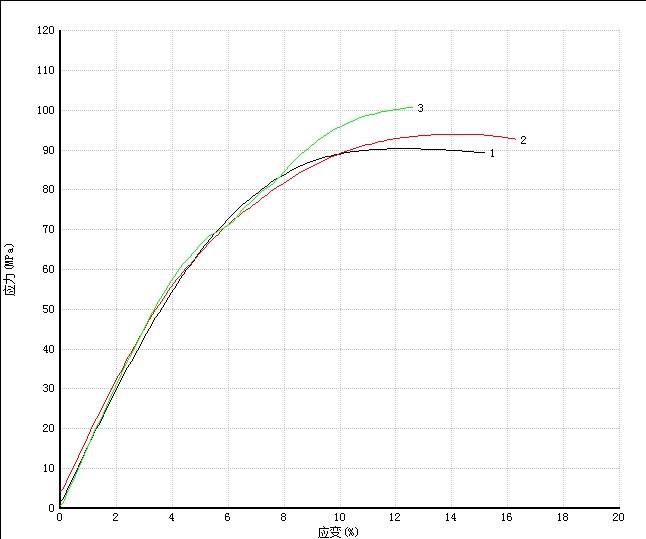
| AKSOPEEK mecanizado de perfiles: curva tensión-deformación bajo tracción | AKSOPEEK filamento para impresión 3D: curva tensión-deformación bajo tracción |
 |
 |
3. Análisis técnico: ¿Por qué la impresión 3D puede igualar a las barras extrusionadas?
- Control preciso de temperatura
- Control PID de la boquilla en lazo cerrado: limita la fluctuación de la viscosidad del fundido a <3 %, asegurando una soldadura uniforme entre capas y eliminando huecos visibles;
- Cámara de alta temperatura: mantiene la capa anterior a ~280 °C (por encima de la temperatura de cristalización del PEEK, Tc≈270 °C), aumentando la profundidad de enredo de las cadenas moleculares de ~10 µm a 35 µm, lo que mejora la resistencia al cizallamiento entre capas y mitiga la debilidad de «delaminación de capas».
- Diseño optimizado de la trayectoria de impresión
- Concordancia entre tensión principal y orientación: el análisis por elementos finitos identifica la dirección de máxima tensión, guiando la optimización del laminado para mejorar el rendimiento mecánico;
- Relleno helicoidal + escalonado: capa exterior helicoidal continua (resistencia a la tracción anular mejorada), capa interior de malla escalonada (resistencia al cizallamiento), reduciendo la concentración de tensiones y mejorando la tenacidad al impacto.
 |
 |
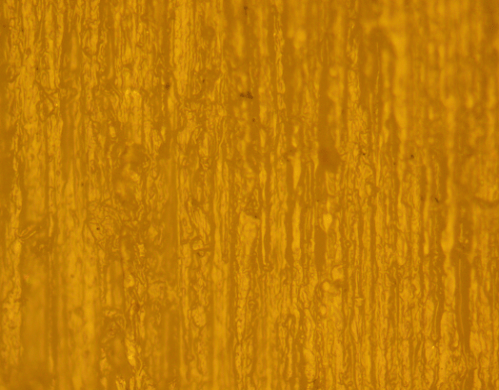 |
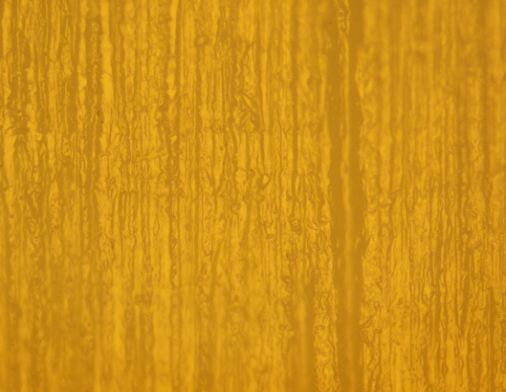
Soldadura instantánea a alta temperatura y alta presión: el AKSOPEEK impreso en 3D reduce la porosidad y los defectos de soldadura al mismo orden de magnitud que los perfiles extrusionados, logrando una «sustitución indiferente» de las propiedades mecánicas y la durabilidad biológica.
4. Discusión
- Rendimiento mecánico: El módulo de flexión, la resistencia a la flexión y la resistencia a la fractura de las piezas impresas son comparables a las de las barras mecanizadas; la resistencia a la tracción en el eje Z sigue siendo la principal limitación.
- Eficiencia de fabricación: La impresión 3D alcanza una utilización de material ≥85 % en comparación con ~30 % del mecanizado, reduciendo el consumo de materia prima y el costo por pieza en aproximadamente un 40 %.
- Valor clínico: La impresión 3D permite estructuras porosas y una adaptación anatómica específica del paciente, proporcionando beneficios de integración ósea inalcanzables mediante el mecanizado.
5. Conclusión
El PEEK impreso en 3D ha alcanzado la paridad con las piezas mecanizadas en la mayoría de las propiedades mecánicas clave, al tiempo que ofrece ventajas significativas en eficiencia de material, flexibilidad de fabricación y adaptabilidad clínica.
A medida que la precisión de impresión, la unión entre capas y la estabilidad del proceso continúan mejorando, se espera que el PEEK de grado implantológico impreso en 3D se expanda desde las aplicaciones craneofaciales y de columna vertebral hasta huesos largos y medicina deportiva en los próximos cinco años, avanzando finalmente hacia la era de los implantes inteligentes.
Perspectiva final: El dominio del mecanizado en la fabricación de PEEK de grado implantológico se está erosionando. La impresión 3D ha alcanzado una etapa en la que la adopción clínica es técnicamente viable y económicamente convincente.